
Now more than ever, manufacturers and suppliers face the quandary between increasing and reducing inventory levels. Often, huge sums of money are spent to improve forecasts or to link computer systems together through Enterprise Resource Planning (ERP) technology. In previous blogs, we have introduced a Buffer Management system that increases responsiveness while simultaneously reducing inventory levels needed. In this blog, we will strengthen our case for using the Buffer system by taking a closer look at the popular Min/Max System.
Min/max systems set a target of a minimum and maximum desired inventory quantity for each SKU at each location. When the inventory reaches the minimum, an order to the supplier is triggered to bring the inventory level back to the maximum. Usually, there are considerations of supplier discount levels, minimum production order quantities, and transportation costs taken into account as well.
There are two major deficiencies with min/max that contribute to both stock-outs and oversupply. One problem is the lengthy order lead time (usually many weeks) and the second deficiency is the unresponsiveness to changes in demand trends.
For example, suppose that an inventory target in a min/max system is set at a maximum of 125 units, equivalent to about 2.5 months’ supply. The minimum is set at 50 units or 1 month’s supply. Consumption is about 2 units per day. The production is in China and transportation is by ship, typically about one month away.
You have just received a shipment of 100 units, bringing your total to the maximum target of 125 units. Unfortunately, consumption trends over the past month changed lately from 2 units per day to 2 units per week. You now have over 1 year’s supply of the product. Even worse, the min/max system is content to wait until you hit 50 units, some 30 weeks from now, before even suggesting an action.
On the other hand, suppose trends have changed, increasing consumer demand from 2 units per day to 4 units per day. You now have just a little over a month’s worth of inventory. But, the min/max system won’t trigger a reorder until you are down to 50 units, which, under current consumption, is just 12 days’ supply. With the lead time from China, you will be out of stock for weeks!
Inventory as a Function of Replenishment Time
The longer it takes to replenish the consumed goods, the greater the quantity of inventory necessary to satisfy demand until the next delivery arrives. Total replenishment time is actually based on three different factors:
- Order lead time – the time between the first consumption of a product after delivery and the time that a reorder is placed.
- Production lead time – the time it takes to produce the product, including the time that an order is sitting in a queue, waiting to be produced.
- Transportation lead time – the total time from the moment the product is shipped until it is delivered, received, and available at its destination point.
The total inventory buffer that is needed to cover consumption during the total replenishment time is not just a function of the level of consumption and replenishment time. To remain in stock, you must also take into account the variability of these three factors plus the variability in demand for the product. The longer the replenishment period, the greater is the variability. This is because Murphy (unpredictable problems) has more time to strike.
Sizing an Inventory Buffer
To consider both consumption levels, replenishment time, and the variations of the two, Shippers Solutions recommends that an inventory buffer be sized according to the following rule:
“Maximum expected consumption within the average replenishment time factored for the variability of re-supply.”
Buffer Inventory Management System Explained
Buffer management is an automated procedure to analyze inventory buffers and make adjustments automatically to reflect changes in demand, up or down. Implemented correctly, buffer management significantly reduces replenishment time and dramatically increases on-time delivery performance.
To begin, buffer management dynamically adjusts target levels. Before implementation, inventory targets may already exist, according to the min/max or other systems in place. Based on the history of use, buffer management is able to analyze actual consumption and make recommendations on targets, according to the logical rule stated above. The rule suggests covering the highest consumption during the replenishment period, with allowance for Murphy – the variability in the various replenishment time factors. The higher the service level you need, the more you allow for variability.
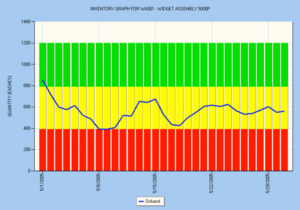
Figure 1
The system must also consider how much is on order with suppliers and how much is in transit. Every day, therefore, orders are placed equal to the consumption that day. If this is done properly and consistently, the amount on-hand plus the orders that have still not arrived will be equal to the target. The target is divided into three equal zones (see Figure 1). In our example, the target is 1200 units. When the available on-hand stock drops into the red zone, there is a significant danger of running out. If once during a replenishment period you hit 382 units, there is no need to panic and increase inventory levels. However, if this happens several times during the replenishment period or the inventory drops significantly into the red zone, an increase is definitely indicated (see Figure 2).
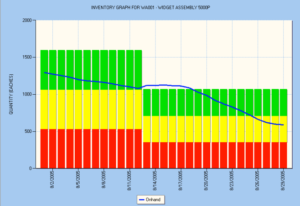
Figure 2
Similarly, if inventory remains in the green zone for the entire replenishment period, this signifies too high a buffer. All adjustments up or down are by a number of units equal to a zone. In the above example, let’s say the demand dropped off sometime after we had increased our targets from 1200 to 1600 units. That reduced demand would allow inventory levels to climb too much into the green. Shipper Solutions’ inventory management software, Elucidate, would automatically suggest you drop the target by one-third from 1600 units down to 1067 units. (See Figure 3.)
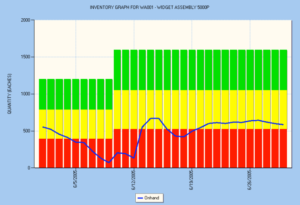
Figure 3.
Buffer Management is an ongoing day-to-day tool designed to continuously resynchronize links in a supply chain. Lasting benefits accrue from using it as a diagnostic tool to identify shortages in capacity and hot spots in the supply chain for improvement activities.
Metrics to Improve Shortages and Excesses
To understand how well you are doing, it is important to measure performance (execution) against service and inventory targets. Elucidate’s software provides all the correct measurements in exception-based formats. Reliability, effectiveness, and efficiency are the parameters used in Buffer Management to measure supply chain performance (execution). To improve reliability, we measure things that should have been done but were not – this looks like wasted chances to sell. Loss of effectiveness is measured by looking at the results of things that should not have been done but were done nevertheless – a typical form of this is excess inventory. Efficiency measures the total operating expense of each supply chain link – it includes money that should not have been spent along with the money that it was necessary to spend. It is critical that these three be prioritized.
Reliability: The number one priority in every supply chain is to minimize or eliminate shortages. The damage from stock-outs is typically far greater than the money lost from excess inventory. An excellent measurement tool is “Throughput Dollar Days” (TDD).
To calculate TDD, first multiply the gross margin (or sales, if gross margin is not known,) for each item that has not yet been delivered, times the number of days of delay. Then total all the products. The sum is TDD. The target for Throughput Dollar Days is zero. Any stock out brings an attendant high risk of wasting a willing customer.
The risk of losing customers permanently is a function, not just of the magnitude of the order, but also of how many days an order is late. If a customer comes into a grocery store to buy skim milk and they can’t find it, they may forgive the store. If it happens twice or three times, they will likely change their shopping habits permanently. By reviewing a report sequenced by the dollar amounts resulting from the multiplication of late Throughput (gross margin or selling price) by the number of days late, expediters have a built-in priority system of what problems to work on.
Effectiveness: The secondary measurement, Inventory Dollar Days (IDD), is the value of inventory multiplied by the number of days it is held at any point in the supply chain. The target for IDD is to reduce from current levels, but without impacting TDD. In other words, reduce inventory without hurting service levels.
With TDD and IDD, each link in the supply chain can be measured according to the goals of and the damage being done to the entire supply chain. This is extremely useful when measuring diverse or complex supply chains. Using TDD reports gives each link an understanding of what they need to focus on to prevent and reduce damage to the supply chain as a whole. IDD tells management when they are wasting inventory and risking obsolescence because they have more than is needed. It also alerts management to products coming to the end of their life, when aggressive action is called for to avoid costly disposals.
Efficiency: This is the easiest to measure. GAAP accounting requires companies to measure their expenses, in order to calculate the profits on which they are taxed. As such it is the most abused measurement in business today. Too often companies cut expenses as a first step to improving profitability, despite the common knowledge that you can’t cut your way to glory. The reason for the truism is that cutting typically decreases a company’s reliability, our primary measure. Be cautious about reducing expenses unless you are sure that reliability and effectiveness will not be compromised.
Shippers Solutions’ Buffer Management can play a critical role in making sure your business remains responsive to both customers and companies within complex supply chains. We invite you to contact us if you’d like to learn more about this time-proven inventory management solution. Send your inquiry to hcamp@ssco.pro. Credit: this blog is an adaptation of an original article written by David J. Burch.